

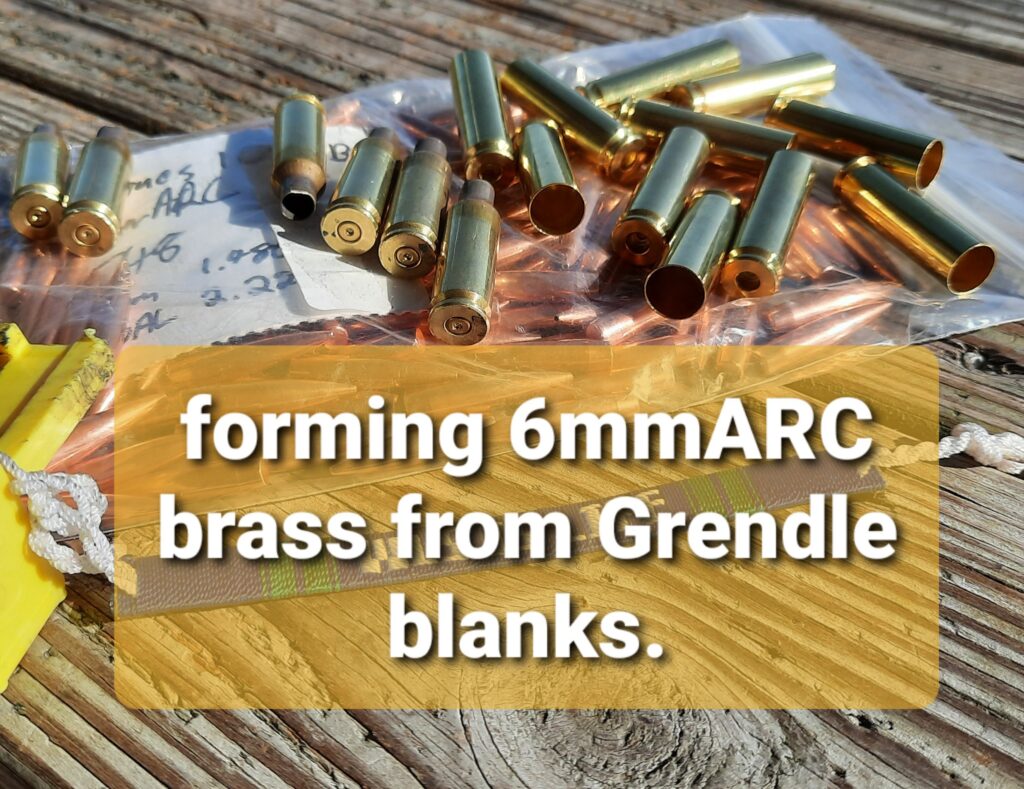
6mmARC Brass Forming From Straightwall Blanks
Disclaimer: do your own research and use common sense when reloading. I am not responsible for your results. Don’t try this at home or at home office either…
Here are the steps that worked for me. I wouldn’t even attempt this without a great annealer. That thing is worth its weight in brass.
Scope footage: 1/2/3/500 yds – watch the scope tap dance like Danny K…
https://youtu.be/zjgycnxhAAQ
UPDATE – 2022: I did a new year run 1/9/2022 run of 250 cases that I found from last year.
For the most part the process was the same. I did have about 20 cases that had a fold/crease in the mouth/shoulder area. I think this would be fixed if you could extend the start of the die funnel or somehow put an initial crimp on the case-mouth. Also I noticed that after sizing and such, when mandrel sizing it, some shoulder were collapsed. I used some neck lube and then all GTG. From there they were swabbed/cleaned and champhered/deburred.
This batch also was sized minimally, so I’m hoping that they will be able to fire normally vs having to jam them in the lands and single fire them. I am test loading 20 of them with a mix of Hornady 100gn and 105VLDs for comparison.



- Use Pilot 01 for all annealing and RCBS #3 shell holder – the H45 was too tight and the other RCBS was too loose letting cases slip and fall in the annealer to be turned upside down and picked out. RCBS#3 just right.
- Analyze to find Annealing Code A:
- Took me a sec to get the hang of the Annealer again which menu to get to in order to do the analyze.
- Annealing Code A LOGGED: 0116
- Anneal all brass using Annealing Code #A – this was very quick ~1 sec each.
- Lube – lanolin mix in bag and did find that swabbing the interior casemouth helped quite a bit when the expander ball is coming back through.

- Size (single pass) – Shoulder Bump noted – 3.152″ (taken/matched from another previously fired case) with H comparator on shoulder and calipers. BUT keep in mind shoulder is not fully formed yet so that reading is close but not exact. THE heavy duty RCBS press at the range was defiantly a help and it did size smoothly but did take some effort.
- Anneal to relive stress after sizing. Discussed with local wildcatter and and decided to do another round of annealing. Analyzed to find Annealing Code B LOGGED: 0149

- Anneal all brass using Annealing Code #B
- Trim – With normal brass, the trimmer trims down to 1.485” but it was leaving the new brass at 1.495” with is /5 thou too long. So I had to adjust and then thinking about it – most likely due to shoulder variation.
- Champher/deburr – used the hand tool
- Clean (if needed – blow dry chips away)
- Prime – RCBS hand primer

- Drop powder – 25.0 Gns of W748 – 6 test rounds
- Shot bullets – Failure to Fire – no primer indentations at all.
- Local wildcatter advised on seating the bullets long to make sure the casehead was up against the breech so that the firing pin would activate. Seat bullets (jammed) too long to load in mag, need a sled mag. Single Feeding jammed lands worked and rang plate ~ 6″ low @100yds (I didn’t care about accuracy just that it fire formed)
- Fire Form Results – WORKED for 6 cases will test more – looks good. Can still see some faint stretch marks on the brass in the shoulder/neck area but seems GTG.
- Dissection Results


- Load repeatedly to see how many firings it will take (> 4 = grins).
- After Fire Forming, Analyze to find final Annealing Code C. This code will be used after every firing until brass is toasted.
- Next Batch of processed brass will be using a slightly different die setup.
- Remove the decapping pin from RCBS SB 6ARC die
- size lubed case in single pass
- then use Sinclair mandrel 6mm dies to form necks – less stress on the necks


8479 total views, 1 today
